Failure rates for many electronic components rise with temperature. It’s a problem that challenges designers as increasing transistor density, means devices generate more watts per square cm than ever. CFD modeling techniques predict the effectiveness of heat dissipating approaches like dispersing components and adding heat sinks and fans, but testing remains an essential step.
While bench testing may be sufficient for some components and boards, a better approach is to place them in a wind tunnel [standards like Network Equipment Building System (NEBS) require wind tunnel testing]. Wind tunnel testing is usually thought of in conjunction with aerodynamics but it’s also an important electronics test method. Only in a wind tunnel can airflow be managed to assess the effects of fan cooling, for example.
This White Paper from OMEGA Engineering explores the uses of laboratory wind tunnels. Particular attention is paid to testing of electronics, but its role in calibration is also covered. Individual sections address:
- Need for thermal management
- NEBS
- Use of a wind tunnel for model verification and testing
- Laboratory wind tunnels
Need for Thermal Management
As transistor density keeps rising microprocessors consume more power and give off more heat. Cooling is essential for reliable operation so heat sinks have grown bigger, cooling fans more powerful, and heat pipes more common. But processors aren’t the only heat source. Every active electronic component generates heat, and modern circuit design is packing them together in higher densities.
Electronic component reliability is inversely proportional to operating temperature, so more heat demands more cooling. For long term reliability component junction temperatures should be kept under 75°C (167°F). Historically, the principle methods of doing this have been convection and forced air. In devices where reliability is not a top concern these have been sufficient, although increasing heat output is changing that.
Some applications, particularly where warranties and life cycles are long, demand very high levels of reliability. Situations where getting access is difficult and expensive, or where downtime incurs steep costs or loss of revenue. One particular such industry sector is the Public Switched Telephone Network (PSTN). Organizations like Bell, and now Telcordia place great emphasis on achieving high reliability from electronic components for periods of 20 years or more.
NEBS
Seeking to ensure that network switches would perform reliably for extended periods, in the 1970’s Bell Labs developed a set of standards that became known as the NEBS criteria. Although today more properly referred to as Generic Requirements (GR) these continue as the primary standards governing performance of telecommunications equipment. The FCC requires very high levels of up-time for the PSTN, which was the driver behind the development of NEBS. Even where their use is not mandated, as in wireless networks, system operators prefer to use them, owing to the demonstrated very high reliability that results.
Over the years other countries have adopted similar standards. Within the EU for example, the equivalent to NEBS is the European Telecommunications Standards Institute (ETSI) standards.
Use of a Wind Tunnel for Model Verification and Testing
In any development process it’s important to identify problems early, preferably before money is invested in tooling and manufacture. This reduces the risk of test failures which often end up forcing an expensive and hurried redesign and launch delays. With concerns over heat being such a big factor in electronics design, it has become standard practice to build CFD models before constructing physical components and boards. These enable heat flows in competing designs and so help improve reliability.
However, regardless of how much modeling is undertaken, verification remains an essential step. This is where the wind tunnel becomes an essential piece of equipment.
With a laboratory wind tunnel, components and boards can be mounted in an air stream and instrumented with thermocouples. The board or component can be powered-up and put through heat-generating tests with resulting temperatures logged for comparison to model predictions. Alternatively, placing competing prototype designs, side-by-side (such as heat sinks), allows a direct performance comparison. In some wind tunnels the air can be heated to a specific temperature to test performance under varying environmental conditions (this is important for NEBS where reliable performance on battery power without cooling systems is highly desirable).
Using a Wind Tunnel for Calibration
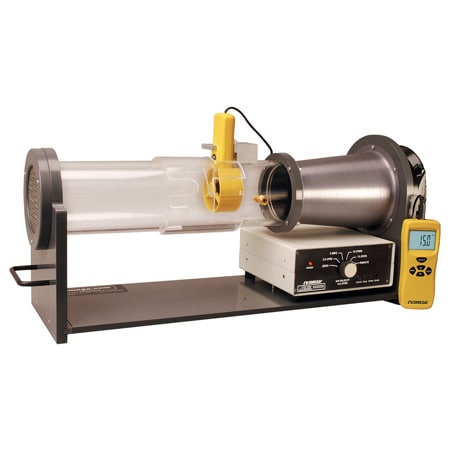 Laboratory-Grade Benchtop Mini Wind Tunnel
Laboratory-Grade Benchtop Mini Wind Tunnel
Laboratory wind tunnels have uses beyond CFD modeling verification. They can be used to calibrate air and temperature sensors, and also for anemometer calibration. These could be vane type, hot wire or pitot tube anemometers.
Another calibration-type use for laboratory wind tunnels is generation of P-Q curves for fans. P-Q curves characterize fan performance so are an important selection criterion.
Wind tunnels for anemometer calibration are large tubes with air moving inside. They have a fan which moves the air. The fan must have straightening vanes to smooth the airflow. The instrument under test is placed in the middle of the tunnel and it is fastened so it does not move.
There are several requirements for anemometers’ calibration that must be taken into account:
- All transducers and measuring equipment shall have traceable calibrations. Calibration certificates and reports shall contain all relevant traceability information.
- Prior to every calibration, the setup must be verified by means of comparative calibration of a reference anemometer .
- The repeatability of the calibration shall be verified.
- An assessment of measurement uncertainty shall be carried out in accordance with guidelines.
It is important to ensure that the anemometer is not influenced by the presence of any reference wind speed measurement equipment.
Laboratory Wind Tunnels on the Market Today
A complete range of laboratory wind tunnels are on the market today. These range from the compact and inexpensive up to research quality. All incorporate features to minimize air turbulence such as honeycomb structures and are designed for high accuracy and repeatability.
There is a wind tunnel for thermal evaluation of circuit boards, heat sinks, components and air velocity sensor calibrations. It has a clear polycarbonate test chamber measuring 43 by 8.25 cm in cross section and is fed by four fans delivering up to 5 m/s (1000 ft/min) software is available for precise airflow control by PC, using the included USB cable.
Ideal for NEBS testing the laboratory-grade benchtop closed loop wind tunnels recirculate the air rather than expelling it into the room. This design is advantageous when testing boards and components in hot air as it gets up to temperature quickly and provides good thermal stability. The polycarbonate test section measures 41.8 by 22.5 by 8.9 cm. Air speeds up to 7 m/s (1200 ft/min) can be programmed via the controller and the air can be heated to 85°C with an accuracy of ±1°C.
The larger open loop wind tunnel has a Plexiglas test section measuring 60.9 x 40.6 x 8.2 cm, making it big enough to take two heat sinks side-by-side. The fans are tray-mounted so they can be changed to provide the air flows of up to 10 m/s (2000 ft/min). The open loop design can also be used to generate P-Q curves as well as for PCB and component testing.
A slightly larger unit is a fully controllable wind tunnel for thermal and air flow testing of multiple PCBs. It can accommodate up to six PCBs at once, allowing testing of their thermal flow distribution and for pressure drop characterization. The Plexiglas test section measures 60.9 x 46.9 x 7.6 cm. Air flows up to 10 m/s (2,000 ft. / min) are possible. Fans are tray-mounted so they can be changed to provide the air flow required.
Wind Tunnel Testing for Reliability
The primary use of the laboratory wind-tunnel is to characterize and verify modeling of the thermal performance of electronic components and PCB’s. This is very important for ensuring the low temperatures necessary for reliable operation, and especially important for hardware subject to NEBS or similar standards.

